���P䓺��z-���ӵ�����ȱ�ݣ��a��ԭ��Σ�����A����ʩ
2017-1-20 10:36:06 �c����
һ�����^ȱ��
���^ȱ��(����ȱ��)��ָ���ý����ڃx�����Ĺ���������l�F��ȱ�ݡ���Ҋ�����^ȱ����ҧ߅�����������ݼ�����׃�ε�,�Еr߀�б����ͱ����Ѽy�����溸�ĸ���δ���ȡ�
ҧ߅
��ָ������ֺ,��ĸ�IJ����γɵİ��ݻ�ϲ�, ��������늻������p߅����ĸ���ۻ���]�еõ��۷���ٵij���a�������µ�ȱ�ڡ�
�a��ҧ߅����Ҫԭ����늻�����̫��,�����̫��,�\�l�ٶ�̫С����ɵġ����l�c�����g�ǶȲ����_,�[�Ӳ�����,늻��^�L,���Ӵ������ȶ������ҧ߅��ֱ�����r늻��Ĵ�ƫ��Ҳ�Ǯa��ҧ߅��һ��ԭ��ijЩ����λ��(�����M����)���ӄ�ҧ߅��ҧ߅�pС��ĸ�ĵ���Ч����e,���ͽY���ij��d����,ͬ�r߀����ɑ�������,�lչ���ѼyԴ��
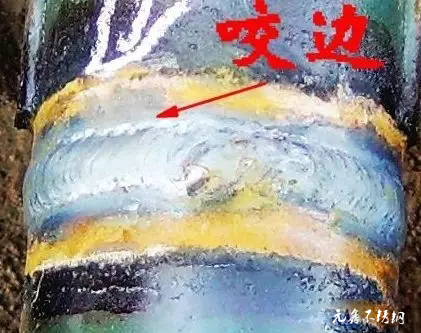
ҧ߅���A�����C�������˄�,�x�ú�����Ҏ��,�������õ��\�l��ʽ��������������ҧ߅�����Ǻ��p�r,�ý���������ֱ����Ҳ����Ч�ط�ֹҧ߅��
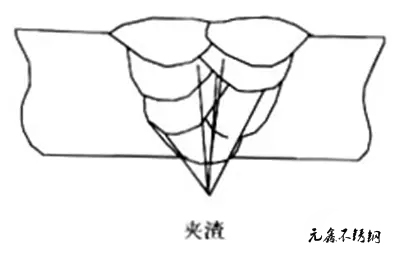
B������

���p�е�Һ�B���������ӟ��δ�ۻ���ĸ���ϻ�ĺ��p�������,��s���γɵ�δ�cĸ���ۺϵĽ��������麸��������Ҏ���^�������l�ۻ��^�졢���l�|��Ƿ��(��ƫо),�����Դ���Բ������������˄ݲ����ȶ��������������ڙM��������λ�ø����γɺ�����
����������δ�ۺϡ��A��ȱ��,�����Ѽy��ͬ�r,������׃�˺��p�Č��H�ߴ�,�����푪�����С����ӃȲ��ĺ����pС�����ăȏ�,������������������
��ֹ�����Ĵ�ʩ��ʹ���p̎��ƽ��λ��,���_�x��Ҏ�����x�ßoƫо���l������������
C������
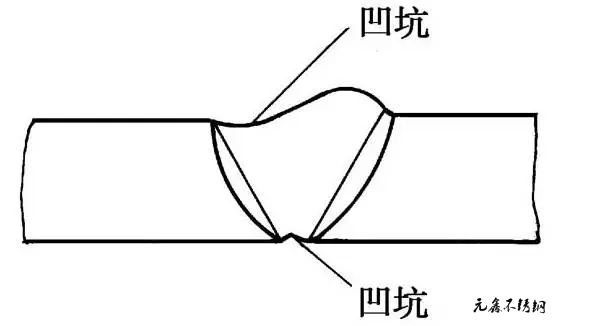
����ָ���p�������ֲ��ĵ���ĸ�ĵIJ��֡�
���Ӷ��������ջ��r���l(���z)δ���̕r�gͣ����ɵ�(�˕r�İ��ӷQ�黡��),�������M���r,���ں��p��������a���Ȱ������ӜpС�˺��p����Ч����e,���ӳ����л����Ѽy�ͻ��ӿs�ס�
��ֹ���ӵĴ�ʩ���x�������˥�pϵ�y�ĺ��C,�M���x��ƽ��λ��,�x�ú��m�ĺ���Ҏ��,�ջ��r���l���۳ȶ̕r�gͣ����h�Δ[��,��M���ӡ�
D����M
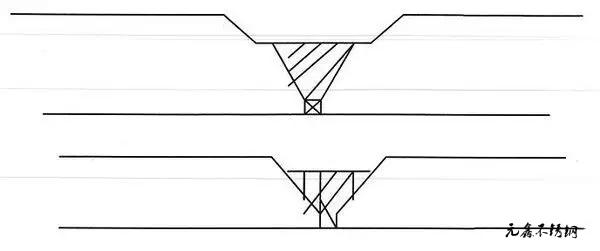
δ���M��ָ���p�������B�m�Ļ���m�Ĝϲۡ������ٲ����Ǯa��δ���M�ĸ���ԭ��Ҏ��̫��,���l�^��,�\�l�����ȕ�����δ���M��
δ���Mͬ�������˺��p,���a����������,ͬ�r,����Ҏ��̫��ʹ��s�ٶ�����,�������ס��Ѽy�ȡ�
��ֹδ���M�Ĵ�ʩ���Ӵ����,�Ӻ��w�溸�p��
E������
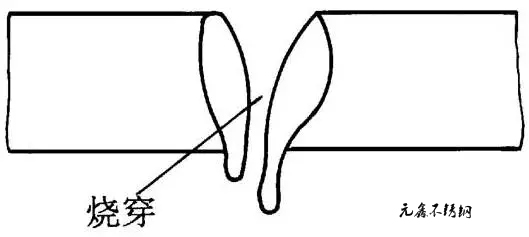
������ָ�����^����,����^�������,�ۻ������Ժ��p��������,�γɴ�����ȱ��
��������^��,�ٶ�̫��,늻��ں��p̎ͣ���^��,�����a������ȱ�ݡ������g϶̫���g߅̫СҲ���׳��F�����F��
������偠t���������aƷ�ϲ����S���ڵ�ȱ��,����ȫ�Ɖ��˺��p,ʹ���^��ʧ�����w�����d������
���δ�ʩ���x���^С�������Ϻ��m�ĺ����ٶ�,�pС�b���g϶,�ں��p������O�|���ˎ�|,ʹ���}�_��,����Ч�ط�ֹ������
F����������ȱ��
(1)���β��� ָ���p�����^�γߴ粻����Ҫ���к��p����,���治�⻬,�Լ����p�^��,���p��ĸ���^�ɲ��A���ȡ�
(2)�e߅ָ�ɂ������ں�ȷ������e�_һ��λ��,���ȿ�ҕ�����p����ȱ��,�ֿ�ҕ���b�����ȱ�ݡ�
(3)���� ���溸�r����ݔ������^��,�ۻ������^���ʹҺ�B�����p��������, ���κp����ͻ��,����������
(4)���������ӿs�ס�
(5)���N����׃�����׃�Ρ�Ť��������׃�εȶ����ں���ȱ��O��׃��Ҳ�����b�����ȱ�ݡ�
������͊A��
A�����

�����ָ���ӕr,�۳��еĚ��wδ�ڽ�������ǰ�ݳ�,�����ں��p֮�����γɵĿ�Ѩ������w�������۳؏�������յ�,Ҳ�����Ǻ���ұ���^���з������ɵġ�
(1)��ķ��
������Π��Ϸ�,������ס��l�x����;�Ĕ����Ͽɷ֞�����Ⱥ���ס�Ⱥ�������о���ֲ����,�ܼ�����朠�ֲ����֮�֡�����׃Ț��w�ɷַ��,�К��ס�����ס�������̼��ס�һ����̼��ס�����ȡ��ۺ���������һ����̼��ס�
(2)����γəC��
���ع̑B�����К��w���ܽ��ֻ�иߜ�Һ�B�����К��w�ܽ�ȵĎ�ʮ��֮һ���װٷ�֮һ,�۳ؽ����������^����,�д����Ě��wҪ�Ľ������ݳ������������ٶȴ��ښ��w�ݳ��ٶȕr,���γɚ�ס�
(3)�a�������Ҫԭ��
ĸ�Ļ������ٱ������P�����۵�,���l������δ��ɕ����Ӛ����,����P�����ۼ����lˎƤ�������е�ˮ���ڸߜ��·ֽ����w,�����˸ߜؽ����К��w�ĺ��������Ӿ������^С,�۳���s�ٶȴ�,�����ښ��w�ݳ������p����Ó������Ҳ����������ס�
(4)�����
��לp���˺��p����Ч����e,ʹ���p����,�Ķ������˽��^�ď���,��������,߀������й©�����Ҳ�����������е����ء�����߀���ܴٳ����Ѽy��
(5)��ֹ��Ĵ�ʩ
a.������z,�����¿ڼ��丽����������ۡ��F�P��ˮ�ֺ��s�
b.���ÉA�Ժ��l������,���ص�ɡ�
c.����ֱ�����Ӳ��ö�늻�ʩ����
d.��ǰ�A��,�p����s�ٶȡ�
e.��ƫ����Ҏ��ʩ����
B���A��
�A����ָ�������������ں��p�еĬF��
(1)�A���ķ��
a.���يA��:ָ�u���~�Ƚ����w�������ں��p֮��,���T�ϷQ��A�u���A�~��
b.�ǽ��يA��:ָδ�۵ĺ��lˎƤ��������������������ں��p֮�С�ұ������ȫ,Ó���Բ��á�
(2)�A���ķֲ��c�Π�
�І��c��A��,�l��A��,朠�A�����ܼ��A��
(3)�A���a����ԭ��
a.�¿ڳߴ粻����;b.�¿�������;c.���Ӻ��r,���g�������ص�;d.���Ӿ�����С;e.���pɢ��̫��,Һ�B���������^��;f.���lˎƤ,�������W�ɷֲ�����,���c�^��;g. �u�O���Ԛ��w���o���r,�Դ�O�Բ���,늡����ܶȴ�, �u�O�ۻ�Ó�����۳��С�h.�ֹ����r,���l�[�Ӳ���,�����������ϸ����ɸ�������ԭ��քe��ȡ������ʩ�Է�ֹ�A���Įa����
(4)�A������
�c��A����Σ���c�������,���м�ǵĊA�����a����ˑ�������,���߀���lչ���ѼyԴ,Σ���^��
�����Ѽy

���p��ԭ�ӽY����Ɖ�,�γ��µĽ�����a���Ŀp϶�Q���Ѽy��
A���Ѽy�ķ��
�����Ѽy�ߴ��С,�֞����:
(1)���^�Ѽy
���ۿ�Ҋ���Ѽy��
(2)�^�Ѽy
���@�R�²��ܰl�F��
(3)���@�Ѽy
�ڸ߱����@�R�²��ܰl�F,һ��ָ���g�Ѽy�;����Ѽy��
�Įa���ض��Ͽ�,�Ѽy�֞���:
(1)���Ѽy
�a����Ac3���������Ѽy��һ���Ǻ����ꮅ�����F,�ַQ�Y���Ѽy���@�N���Ѽy��Ҫ�l���ھ���,�Ѽy����������ɫ��,ʧȥ���ٹ�ɡ�
(2)���Ѽy:ָ�ں��������R���w�D׃�ض�M3�c���®a�����Ѽy,һ�����ں���һ�Εr�g(��С�r,�����������L)�ų��F,���ַQ���t�Ѽy��
���Ѽy�a����ԭ���,�ֿɰ��Ѽy�֞�:
(1)�ٟ��Ѽy
���^��s���ټӟ���500~700��r�a�����Ѽy���ٟ��Ѽy�a���ڳ��폊���IJ���(�纬Cr��Mo��V��Ti��Nb�Ľ���)�ĺ��ӟ�Ӱ푅^�ȵĴ־��^,һ����ۺϾ����Ӱ푅^�Ĵ־��^�lչ,�ʾ��g�_��������
(2)�Ӡ�˺��
��Ҫ������䓲���܈���^����,������(MnS)�������}��s�|�A������,�γɸ����ԡ��ں��ӑ����������������ʹ����,������܈�Ʒ�����s���_�ѡ�
(3)�������g�Ѽy
�ڑ������g���|��ͬ�����®a�����Ѽy�����������������������������,�������g�Ѽy��Ҫ�c���p�M���M�ɼ��ΑB���P��
B���Ѽy��Σ��
���������Ѽy,������Σ���Ǟ��y�Եġ������ϵĉ��������¹ʳ��O�ٔ��������OӋ������,�x�IJ�����ԭ�����������,�^���������Ѽy����Ĵ����Ɖġ�
C�����Ѽy(�Y���Ѽy)
(1)�Y���Ѽy���γəC��
���Ѽy�l���ں��p��������ĩ��,���Мضȅ^�����ڹ��ྀ�����ĸߜ^,�Ҋ�ğ��Ѽy�ǽY���Ѽy,������ԭ�����ں��p���������^����,�Y��ƫ��ʹ�s�|���ɵĵ����c�����︻���ھ���,�γ����^\"Һ�B��Ĥ\",���ض������Мضȅ^(�ַQ���Ԝضȅ^)�g,�䏊�ȘOС,���ں��p�����տs���ܵ�������,��K�_���γ��Ѽy��
�Y���Ѽy�Ҋ����r���غ��p�����L�ȷ����_��,��v���Ѽy,�ЕrҲ�l���ں��p�Ȳ��ɂ����֮�g,��M���Ѽy�������Ѽy����һ�N�ΑB��,��Ҋ�ğ��Ѽy��
���Ѽy�����ؾ����_��,ͨ���l�����s�|�^���̼䓡��ͺϽ�䓡��W���w���P䓵Ȳ��Ϛ⺸�p��
(2)Ӱ푽Y���Ѽy������
a�Ͻ�Ԫ�غ��s�|��Ӱ�̼Ԫ���Լ������s�|Ԫ�ص�����,���U�����Мضȅ^,ʹ�Y���Ѽy�Įa���C�����ࡣ
b.��s�ٶȵ�Ӱ���s�ٶ�����,һ��ʹ�Y��ƫ������,����ʹ�Y���ضȅ^�g����,���߶������ӽY���Ѽy�ij��F�C��;
c.�Y�������c����������Ӱ��ڴ��Ԝضȅ^��,���ٵď��ȘO��,���ӑ�����ʹ�@�w���ֽ�������,���������_��һ���̶ȕr,�͕����F�Y���Ѽy��
(3)��ֹ�Y���Ѽy�Ĵ�ʩ
a.�pС�����к�Ԫ�صĺ���,�ú�̼���^�͵IJ��Ϻ��ӡ�b.����һ���ĺϽ�Ԫ��,�pС�����ƫ�������X���J���F���R�ȿ��Լ���������,c.���������^�\�ĺ��p,����ɢ��l��ʹ�����c���|�ϸ��ں��p������������ں��p�С�d.�����x�ú���Ҏ��,�������A��ͺ��,�pС��s�ٶȡ�e.���ú������b�����,�pС���ӑ�����
D���ٟ��Ѽy
(1)�ٟ��Ѽy������
a.�ٟ��Ѽy�a���ں��ӟ�Ӱ푅^���^��־��^���a���ں����̎�����ٴμӟ���^���С�
b.�ٟ��Ѽy�Įa���ض�:̼��c�Ͻ��550~650��W���w���P䓼s300��
c.�ٟ��Ѽy�龧���_��(�ؾ��_��)��
d.���a���ڳ��폊����䓷N�С�
e.�c���Ӛ����������P��
(2)�ٟ��Ѽy�Įa���C��
a.�ٟ��Ѽy�Įa���C���ж�N���,����ģ���_����Փ�Ľ������:���p�^�����ڸߜ؟�ѭ�h������,������̼����(��̼���F��̼������̼���R��̼���e��)���e�ھ��ȵ�λ�e�^��,ʹ���ȏ������ȴ����ھ��珊��,�����Ǯ���������ɢ�ֲ��ھ����ȕr, ��K�����Ȳ��ľֲ��{��,�֕���K���������w׃��,�@��,���ڑ����ɳڶ�����������׃�ξ���Ҫ�ɾ�����ف��Г�,����,���瑪������,�͕��a���Ѽy,�����^��ģ���_�ѡ�
(3)�ٟ��Ѽy�ķ�ֹ
a.ע��ұ��Ԫ�صď������ü��䌦�ٟ��Ѽy��Ӱ푡�b.�����A�����ú��,������s�ٶȡ�c.���͚����������⑪�����С�d.�ػ�̎��r�M�����_�ٟ��Ѽy�����Мضȅ^��s���ڴ˜ضȅ^�ȵ�ͣ���r�g��
E�����Ѽy
(1)���Ѽy������
a.�a�����^�͜ض�,�Үa���ں���һ�Εr�g�Ժ�,���ַQ���t�Ѽy��b.��Ҫ�a���ڟ�Ӱ푅^,Ҳ�аl���ں��p�^�ġ�c.���Ѽy�������ؾ��_��,�����_�ѻ����ϳ��F��d.���Ѽy����Ę����Ɖ��ǵ��͵Ĵ��ࡣ
(2)���Ѽy�a���C��
a.��Ӳ�M��(�R���w)�pС�˽��ٵ����ԃ��䡣b.���^�Ě�������ʹ���p������c.���^����һ���ĺ�������
�������������������Ѽy(�@��ָ�����Ѽy)�a���ăɂ���Ҫ���ء�һ����f,���كȲ�ԭ�ӵ����в�����ȫ�����,�������S���^ȱ�ݡ�����������������,����ߑ����^(ȱ�ݲ�λ)�Uɢ�ۼ�������ۼ���һ����ȕr,�͕��ƉĽ�����ԭ�ӵĽY���I,���كȾͳ��FһЩ�^�Ѽy��������������,�䲻��ؾۼ�,�^�Ѽy����ؔUչ,ֱ�°lչ����^�Ѽy,�����ѡ��Q�����Ѽy�Įa���c��,��һ���R��ĺ�������һ���R��đ���ֵo�����^�Ț�ĝ��С���R�纬����,�����ܑ���С���R�瑪���r,�������a�����Ѽy(�����t�r�g�o���L)�������е��Ѽy��,���Ѽy��Σ����****��
(3)��ֹ���Ѽy�Ĵ�ʩ
a.���õ͚��͉A�Ժ��l,������,��100~150���±���,�Sȡ�S�á�
b.����A��ض�,���ú���ʩ,�����C���g�ضȲ�С���A��ض�,�x������ĺ���Ҏ��,���⺸�p�г��F��Ӳ�M��
c.�x�ú����ĺ������,�p�ٺ���׃�κͺ��ӑ���
d.���r�M�������̎����
�ġ�δ��

δ��ָĸ�Ľ���δ�ۻ�,���p���ٛ]���M����^�����ĬF��
A���a��δ����ԭ��
(1)�������С,����\��
(2)�¿ں��g϶�ߴ粻����,�g߅̫��
(3)��ƫ��Ӱ푡�
(4)���lƫо��̫��
(5)���g����������������
B��.�����
δ����Σ��֮һ�ǜp���˺��p����Ч����e,ʹ���^�����½������,δ��������đ�����������ɵ�Σ��,�ȏ����½���Σ����öࡣδ�����ؽ��ͺ��p��ƣ�ڏ��ȡ�δ�����ܳɞ��ѼyԴ,����ɺ��p�Ɖĵ���Ҫԭ��δ������đ�����������ɵ�Σ��,�ȏ����½���Σ����öࡣδ�����ؽ��ͺ��p��ƣ�ڏ��ȡ�δ�����ܳɞ��ѼyԴ,����ɺ��p�Ɖĵ���Ҫԭ��
C��δ���ķ�ֹ
ʹ���^������������Ƿ�ֹδ���Ļ�������������,���Ǻ��p�r,1�ý�������ֱ���Է�ֹ��ƫ��,�����OӋ�¿ڲ��ӏ�����,�ö̻����ȴ�ʩҲ����Ч��ֹδ���Įa����
�塢δ�ۺ�
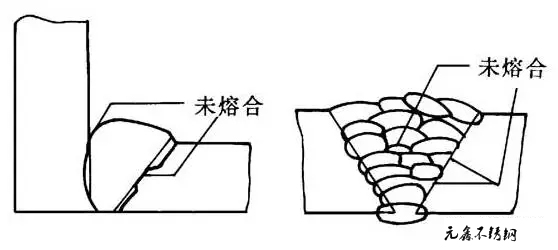
δ�ۺ���ָ���p�����cĸ�Ľ���,�p����֮�gδ�ۻ��Y����һ���ȱ�ݡ��������ڲ�λ,δ�ۺϿɷ֞��¿�δ�ۺϡ����gδ�ۺϡ�����δ�ۺ����N��
A��.�a��δ�ۺ�ȱ�ݵ�ԭ��(1)��������^С;(2)�����ٶ��^��;(3)���l�ǶȲ���;(4)�a���˻�ƫ���F��;��,(5)����̎�����º�λ��,ĸ��δ�ۻ��r�ѱ��Fˮ���w;(6)ĸ�ı����������������Ӱ��۷�����cĸ���g���ۻ��Y�ϵȡ�
B��δ�ۺϵ�Σ�� δ�ۺ���һ�N��e��ȱ��,�¿�δ�ۺϺ���δ�ۺό����d����e�ĜpС���dz����@,��������Ҳ���^����,��Σ���ԃH�����Ѽy��
C��.δ�ۺϵķ�ֹ �����^��ĺ������,���_���M��ʩ������,ע���¿ڲ�λ���坍��
��������ȱ��
(1)���p���W�ɷֻ�M���ɷֲ�����Ҫ��: �����cĸ��ƥ�䲻��,���^����Ԫ�؟��p��ԭ��,����ʹ���p���ٵĻ��W�ɷݰl��׃��,����ɺ��p�M��������Ҫ���@���������p�����W���ܵ��½�,߀��Ӱ푽��^�����g���ܡ�
(2)�^����^��: ������Ҏ��ʹ�ò���,��Ӱ푅^�L�r�g�ڸߜ���ͣ��,��ʹ����׃�ôִ�,�����F�^��M�������ض��Mһ������,ͣ���r�g���L,����ʹ����l��������ֲ��ۻ�,���F�^���M�����^���ͨ�^��̎�������,���^���Dz������D��ȱ�ݡ�
(3)���c:�ں��p���ٵ��������ϳ��F�����~Ŀ��İ�ɫ��,�������cF���c�����ښ�ۼ�����ɵ�,Σ���O��
- ��һƪ��2016���Ї�GDP��������70�f�| ����6.7% 2017/1/20
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23